popeye wrote:Un conto è migliorare la precisione dell'asse Z, eliminando il wobble e cercando di ottenere che un layer da N millimetri sia effettivamente spesso N millimetri; altro conto è abbassare eccessivamente l'altezza di layer impostata, che senza una adeguata precisione credo sia addirittura controproducente.
Quello che mi ha meravigliato è che a 0,25 le stampe stratasys fossero quasi lisce.
Io imputavo all' altezza dei vari layer la migliore perfezione delle pareti. Il materiale naturalmente non è rigido, e non rimane "quadrato", quindi fa inevitabilmente una pancia. Quindi più bassa è l' altezza del layer più questa pancia è meno "spanciata"..... Logicamente se estrudo a 0.4mm di altezza layer avrò dei salsicciotti depositati uno sopra all' altro!!! Con delle belle pance evidenti.
Ma la cosa strana è che queste striature orizzontali nei vari layer non corrispondono ai singoli layer di deposito. Quardate questo ingrandimento di una stampa fatta ad altezza layer 0.25 :
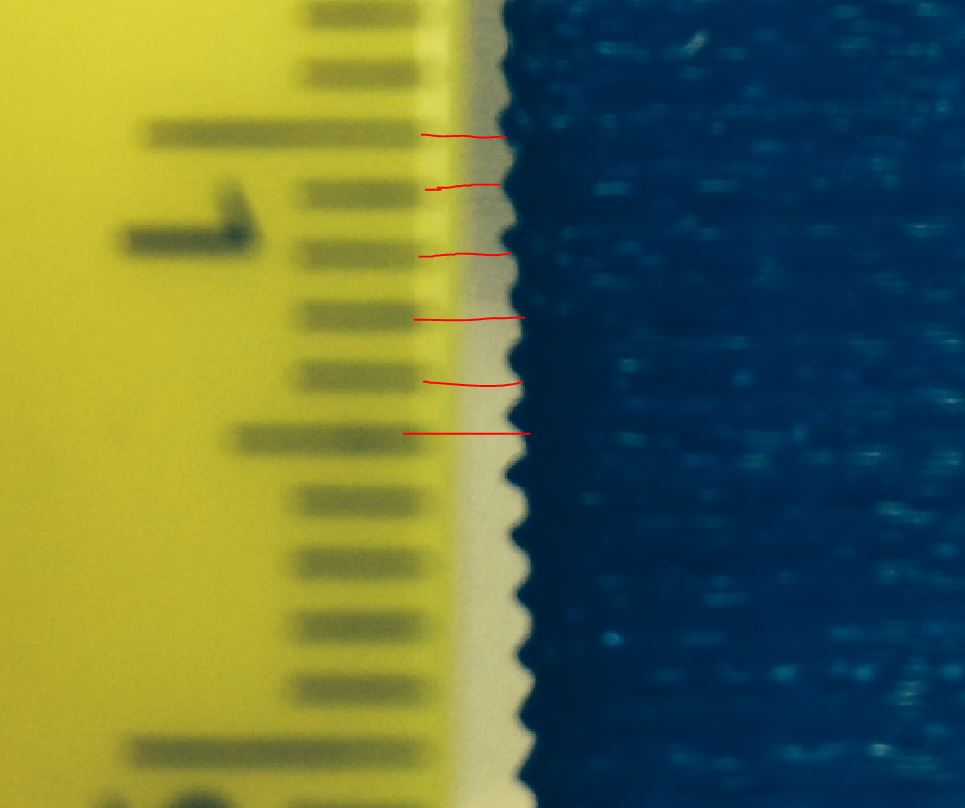
in ogni millimetro (intervallo evidenziato con le righe rosse) ci sono 4 layer da 0.25 l' uno. Eppure non ci sono 4 striature. Bensì un' onda di ampiezza circa 0.8 / 0.9mm
E' come se il firmware Marlin per posizionare l' estrusore nelle varie coordinate utilizzasse un algoritmo di approssimazione per calcolare quanti step far fare ai motori, che varia con l' altezza. Quindi i vari X e Y vengono sfasati leggermente ogni layer.
Per intenderci la coordinata X=80 a Z=0 sarà in posizione reale nel piatto un X=80.01 , mentre a Z=0.25 X=80.02, a Z=0.50 X=80.03, Z=0.75 X=80.02 ..... facendo formare queste onde.
Se fosse un difetto meccanico delle cinghie o delle pulegge, non mi aspetterei un' onda così regolare. Sembra proprio frutto di un calcolo.
Abbassando l' altezza del layer, l' onda si abbassa, ma è sempre fatta da gruppi di 3 o 4 layer.
Secondo me oltre che un problema di slicing potrebbe essere anche un problema di firmware.
Che ne dite? qualcuno ha un' altra spiegazione?
Sarebbe bello provare sulla stessa meccanica un controller diverso con firmware diverso e vedere se c'è differenza nella stampa dello stesso GCODE.

