Page 1 of 3
Precisione e qualità di stampa
Posted: 07/07/2014, 10:08
by Mikeb69
Ho avuto modo di parlare con un tecnico della società che ci fornisce gli Autocad e che sono anche rivenditori Stratasys. Con grande stupore ho scoperto che le stampanti stratasys Dymension ES , stampa layers da 0,254 mm o 0,33mm ben superiore ai 0,1 mm che tentiamo di stampare o che si riesce a stampare con la 3DRAG.
Eppure le stampe in ABS sono di una qualità molto superiore come anche Boris ha potuto constatare :
[quote="Boris Landoni"]
Abbiamo premiato l'oggetto oggettivamente (scusare il gioco di parole

) stampato bene.
[quote]
Quindi mi chiedo : questa corsa a migliorare l' asse Z, ad abbassare lo spessore dei layer, non è forse una strada sbagliata? Come può la stratasyst avere stampe quasi perfettamente lisce e precisissime stampando a 0.254mm ? Sarà merito del SW che utilizza per lo slicing dei pezzi (CatalystEX) ? o forse della precisione dell' estrusore nell' estrudere la quantità corretta di materiale?
Questo è una foto di un pezzo stampato dauna stratasys che ho trovato sul loro sito. Si vede benissimo che non è stato sottoposto ad una sauna di Acetone. Un po' di striature si vedono ma è quasi praticamente liscio. Non sarebbe meglio concentrarsi a trovare un estrusore più preciso? Magari dico una CAZZATA ma mi piacerebbe sentire anche il parere di chi di queste stampanti ha sperimentato più di me.

Re: Precisione e qualità di stampa
Posted: 07/07/2014, 11:44
by aspire92
si probabilmente hai ragione, c'è qualcosa che ci sfugge.
L' idea di autocostruirmi un estrusore mi balena in testa gia da diverso tempo però per pigrizia e poco tempo non mi sono mai messo sotto con il progetto.
Re: Precisione e qualità di stampa
Posted: 07/07/2014, 12:08
by 3dgraf
Sicuramente la 3drag mai arriverà a quei livelli stampa, i motivi possono essere molteplici e haimè, non colmabili.
Innanzitutto il materiale che usano, si vede ad occhio nudo che l'abs di quella foto è lontanissimo parente di quello che usiamo noi. E' ottimizzato specificamente per quel tipo di stampante e costa 3 volte di più di quello che compriamo noi.
Il software proprietario per lo slicing sicuramente ha un grande merito nel risultato finale, poi altre cosette come taratura, estrusore etc...
Re: Precisione e qualità di stampa
Posted: 07/07/2014, 12:16
by 3dgraf
Mikeb69 wrote:Non sarebbe meglio concentrarsi a trovare un estrusore più preciso?
Estrusore e hotend!
Nel mio post di ieri parlavo proprio di questo. Secondo me la modifica determinante da fare, oltre a quelle fatte (almeno nel mio caso), per avere stampe perfette è quella di cambiare l'estrusore attuale con uno direct drive (tipo bulldog Xl) o a vite e montare sotto un estrusore per filo da 1,75 con ugello max 0,35 mm.
Re: Precisione e qualità di stampa
Posted: 07/07/2014, 13:26
by Filippo78
Io non sono un grande esperto, però sono anche io dell'idea che il problema principale non sia la precisione dell'asse z. Per esempio se stampo un vasetto dello spessore di un solo filamento attivando l'opzione "spiral vase" ottengo dei risultati inaspettati. L'estrusore stampa in continuo senza stacchi e ritrazioni e quindi senza colamenti vari. Probabilmente smanettanto un po' nei parametri di slic3r si migliorano i risultati e forse la vera differenza tra un pezzo stampato da un professionista e uno stampato da un amatore sta proprio nello slicing. Altra cosa vera è che come in cucina gli ingredienti contano, io ho dei filamenti col quale mi è davvero impossibile ottenere spampe decenti, e ho notato che il PLA più resta fermo nel cassetto peggio è. Dovrebbero mettere la data di scadenza ai filamenti!
Re: Precisione e qualità di stampa
Posted: 07/07/2014, 14:23
by Boris Landoni
Sicuramente sono molte le cose che permettono di ottenere una stampa ottimale. Tra le prime il tipo di materiale.
Stiamo facendo delle prove con l'estrusore direct e 1.75, ma non è quello il problema, come neanche l'asse Z.
Già l'utilizzo di ABS invece che PLA permette di avere un effetto visivo migliore.
La stampa o la qualità non cambia, ma il PLA è più cristallino e da maggior risalto ai vai layer, mentre l'ABS è più opaco e "nasconde" i vari riflessi.
Qualcuno di voi ha provato Cura? Noi consigliamo Repetier e va benissimo, ma ad esempio Cura usa uno slicer configurato diversamente e a volte permette di ottenere ottimi risultati.
Consiglio di provarlo.
Re: Precisione e qualità di stampa
Posted: 07/07/2014, 14:41
by Amario57
Per quanto riguarda le misure e la compensazione in stampa credo valga la legge dell'aumento delle misure sull'asse x e y di mezzo estrusore, quindi se uso uno 0.5 ho un aumento di 0.25, nel caso di fori il doppio quindi 0.5, perciò un foro da 10 mm risulterebbe 9.5 mm come infatti mi è capitato stampando una dima per viti

.
La cosa non è risolvibile scalando il file .stl , ma intervenendo all'origine cioè con il programma che ha generato il modello.
Usando estrusori più piccoli il problema c'è ancora ma gli scostamenti naturalmente diminuiscono
ps
io uso Cura e mi trovo molto bene, meno parametri anche se ultimamente ne hanno aggiunti di più, ma percorsi di stampa più omogenei e "intelligenti" rispetto a Slic3r
Re: Precisione e qualità di stampa
Posted: 07/07/2014, 15:08
by 3dgraf
Boris Landoni wrote:Sicuramente sono molte le cose che permettono di ottenere una stampa ottimale. Tra le prime il tipo di materiale.
Stiamo facendo delle prove con l'estrusore direct e 1.75, ma non è quello il problema, come neanche l'asse Z.
Già l'utilizzo di ABS invece che PLA permette di avere un effetto visivo migliore.
La stampa o la qualità non cambia, ma il PLA è più cristallino e da maggior risalto ai vai layer, mentre l'ABS è più opaco e "nasconde" i vari riflessi.
Qualcuno di voi ha provato Cura? Noi consigliamo Repetier e va benissimo, ma ad esempio Cura usa uno slicer configurato diversamente e a volte permette di ottenere ottimi risultati.
Consiglio di provarlo.
A me l'ABS devo dire che al tatto è molto liscio tanto da non vedersi nemmeno i layers, senza alcun intervento post-stampa. Uso solo Cura per lo slicing e repetier solo per la stampa. Cura è perfetto nelle geometrie complesse per non parlare delle traiettorie ottimali dell'estrusore sia in fase di stampa che negli spostamenti in generale. Il problema si presenta nel momento in cui si stampano oggetti piccoli, definiti e con molti particolari e lì son dolori....

Re: Precisione e qualità di stampa
Posted: 08/07/2014, 12:06
by popeye
Mikeb69 wrote:Quindi mi chiedo : questa corsa a migliorare l' asse Z, ad abbassare lo spessore dei layer, non è forse una strada sbagliata? Come può la stratasyst avere stampe quasi perfettamente lisce e precisissime stampando a 0.254mm ?
Stai accomunando due cose diverse:
Un conto è migliorare la precisione dell'asse Z, eliminando il wobble e cercando di ottenere che un layer da N millimetri sia effettivamente spesso N millimetri; altro conto è abbassare eccessivamente l'altezza di layer impostata, che senza una adeguata precisione credo sia addirittura controproducente.
Detto questo, sono anch'io convinto che la partita si giochi soprattutto sullo slicing del pezzo e sulle proprietà/qualità del materiale utilizzato, che devono essere il più possibile costanti e anche conosciute dal software di slicing utilizzato...
...a tal proposito vedete bene che non a caso molte stampanti 3d impongono di utilizzare solo materiali proprietari; Velleman invece pubblica solo un "settings PLA" e un "settings ABS" generici quando sappiamo che anche solo il colore diverso cambia il comportamento del materiale: è inevitabile che la qualità finale sia differente
Re: Precisione e qualità di stampa
Posted: 08/07/2014, 14:05
by Mikeb69
popeye wrote:Un conto è migliorare la precisione dell'asse Z, eliminando il wobble e cercando di ottenere che un layer da N millimetri sia effettivamente spesso N millimetri; altro conto è abbassare eccessivamente l'altezza di layer impostata, che senza una adeguata precisione credo sia addirittura controproducente.
Quello che mi ha meravigliato è che a 0,25 le stampe stratasys fossero quasi lisce.
Io imputavo all' altezza dei vari layer la migliore perfezione delle pareti. Il materiale naturalmente non è rigido, e non rimane "quadrato", quindi fa inevitabilmente una pancia. Quindi più bassa è l' altezza del layer più questa pancia è meno "spanciata"..... Logicamente se estrudo a 0.4mm di altezza layer avrò dei salsicciotti depositati uno sopra all' altro!!! Con delle belle pance evidenti.
Ma la cosa strana è che queste striature orizzontali nei vari layer non corrispondono ai singoli layer di deposito. Quardate questo ingrandimento di una stampa fatta ad altezza layer 0.25 :
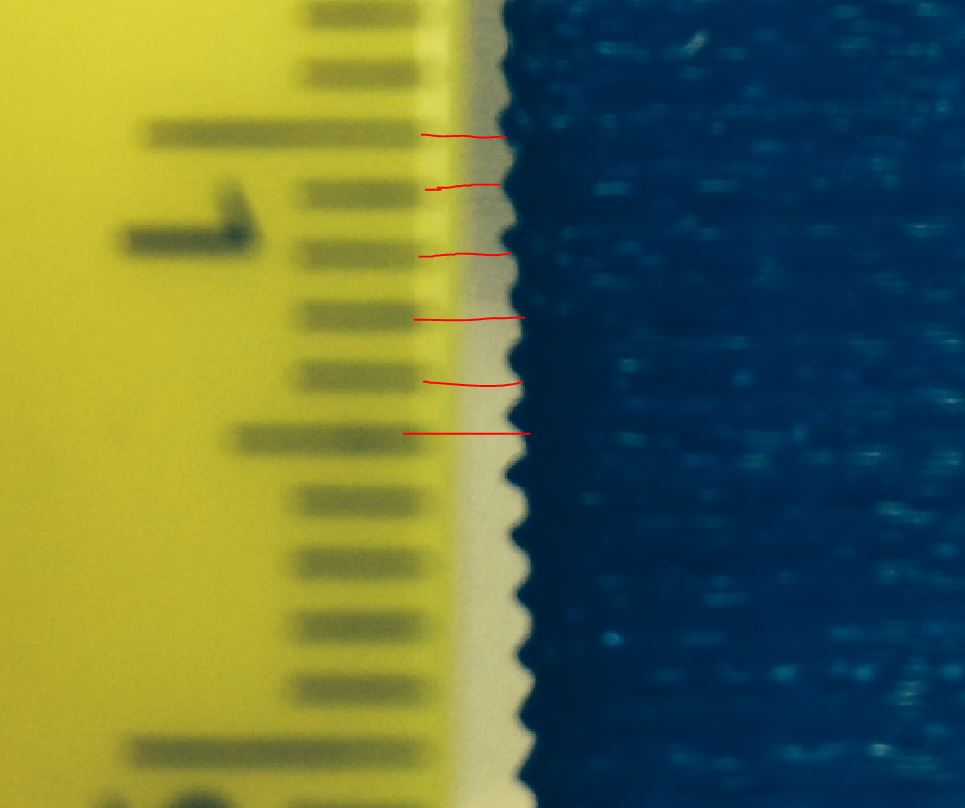
in ogni millimetro (intervallo evidenziato con le righe rosse) ci sono 4 layer da 0.25 l' uno. Eppure non ci sono 4 striature. Bensì un' onda di ampiezza circa 0.8 / 0.9mm
E' come se il firmware Marlin per posizionare l' estrusore nelle varie coordinate utilizzasse un algoritmo di approssimazione per calcolare quanti step far fare ai motori, che varia con l' altezza. Quindi i vari X e Y vengono sfasati leggermente ogni layer.
Per intenderci la coordinata X=80 a Z=0 sarà in posizione reale nel piatto un X=80.01 , mentre a Z=0.25 X=80.02, a Z=0.50 X=80.03, Z=0.75 X=80.02 ..... facendo formare queste onde.
Se fosse un difetto meccanico delle cinghie o delle pulegge, non mi aspetterei un' onda così regolare. Sembra proprio frutto di un calcolo.
Abbassando l' altezza del layer, l' onda si abbassa, ma è sempre fatta da gruppi di 3 o 4 layer.
Secondo me oltre che un problema di slicing potrebbe essere anche un problema di firmware.
Che ne dite? qualcuno ha un' altra spiegazione?
Sarebbe bello provare sulla stessa meccanica un controller diverso con firmware diverso e vedere se c'è differenza nella stampa dello stesso GCODE.